
{kind=link}
3D Baskı Problemleri ve Çözümleri
Herkese merhabalar ben Efe Bostancı. Bugün tüm 3D yazıcı sahiplerinin canını sıkan yazıcı baskı sorunları ve çözümleri hakkında konuşacağız.
1. Hata: Yüzeyde Dalga ya da Yamukluk

Neden?
Titreşim ve dalgalanma problemi nozzle hareketi sırasında titremesi ile oluşabilen bir durumdur. Bu durum keskin bir yerden dönerken yön değişikliği sırasında ani dönüş sonrası nozzle kafasında bir miktar dalgalanma veya titreşime yol açar. Bu yüzden baskı üzerinde görünen dalgalı bir etki yaratır.
Çözüm:
A) Kayış ayarları
Kayışlarınızın/Kasnaklarınızın çok bol ya da çok sıkı olması dalgalanmaya ve titremeye sebep olur. Hafif sıkı olması en idealidir.
B) Aşırı* hızlı yazdırma
Dalgalanma ve titreşimin en yaygın nedeni yazıcınızın çok hızlı hareket etmesidir. Yazıcı kafası aniden yön değiştirdiğinde burada bir miktar titreşim ve dalgalanma olabilir ve yazıcınızın mekanik yapısı bu titreşimi sönümlemeye yeterli olmayabilir. Yazdırma hızında yapacağınız ufak düşürümler ile bu sorunun giderilip giderilmediğini kontrol edebilirsiniz.
C) Yazılım hızlandırma
3D yazıcınızın elektronik cihazlarında çalışan ürün yazılımı, ani yön değişikliklerini önlemeye yardımcı olmak için tipik olarak hızlandırma ve sönümleme kontrolleri uygular.
Hızlanma ayarları, yazıcının hızının yavaşça artmasına ve ardından yön değiştirmeden önce yavaşça yavaşlamasına neden olur. Bu işlevsellik, dalgalanma ve titreşimi önlemek için çok önemlidir. Yazıcınızın ürün yazılımı ile rahat çalışıyorsanız, hızın daha kademeli olarak değişmesi için ivmelenme ayarlarını düşürmeyi deneyebilirsiniz.
2. Hata: Üst Katmanda Oluşan Çizgiler
Neden?
Nozzle ni önceden basılmış bir katmanın üzerinde hareket ettiğinde bir iz bıraktığını fark edebilirsiniz. Bu genellikle en çok parçanızın üst katmanlarında görülür. Bu izler, nozzle in yeni bir konuma hareket etmeye çalışıp daha önce basılmış plastik üzerinde sürüklenmesiyle ortaya çıkar.
Çözüm:
A) Çok fazla plastik ekstruzyon
Doğrulamanız gereken ilk şey çok fazla plastik extruder etmediğinizdir. Çok fazla plastik extruder edildiğinde, her katman amaçlanandan biraz daha kalın olma eğiliminde olacaktır. Bu, nozzle her bir katman boyunca hareket etmeye çalıştığında, fazla plastiğin bir kısmını nozzle beraber eritecek anlamına gelir. Diğer ayarlara bakmadan önce, extruder hızınızın yüksek olup olmadığına bakınız.
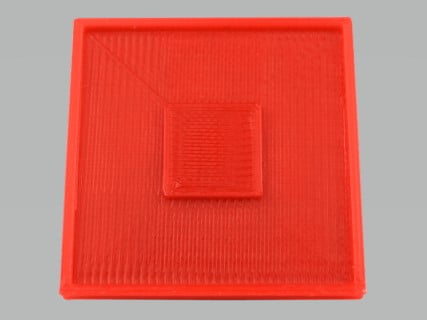
3. Hata: Dış Katman ve Dolgu Arasında Birleşmeme (Boşluk Oluşma)

Neden?
3D yazdırılmış parçanızın her katmanı, dış hat çevresi ve dolgunun bir kombinasyonu kullanılarak oluşturulur. Çevreler, güçlü ve doğru bir dış cephe oluşturarak parçanızın ana hatlarını izler. Dolgu, katmanın geri kalanını oluşturmak için bu çevrelerin içine basılmıştır. Dolgu, hızlı baskıya izin vermek için tipik olarak basit bir desen kullanır.
Çözüm:
A) Yeterli anahat çakışması yok ya da yavaş:
Gcode yazılımınız, çevre anahatları ve dolgu arasındaki bağın gücünü ayarlamanıza izin veren bir ayar içerir. Bu ayar “dolgu” seçeneğinin altında dolgu çakışma oranı olarak yer alır ve sizin belirlediğiniz katman genişliğinin yüzdesi olarak bir değer içerir. Örneğin %20’lik bir dolgu çakışma oranı kullanıyorsanız ve dış yüzey ve dolgu arasında boşluklar gözlemliyorsanız dolgu çakışma oranını %30’a çıkarmanız probleminizi çözecektir. Eğer yine olmadı ise yazdırma hızını arttırabilirsiniz
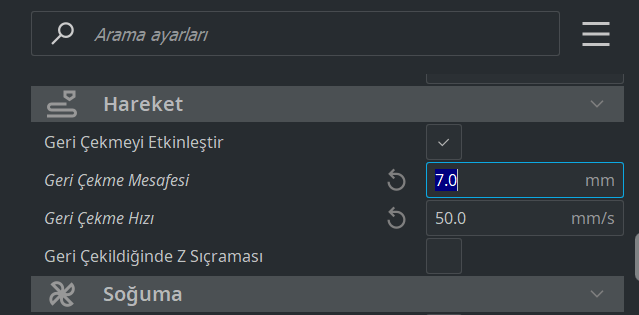
4. Hata: İplik Oluşumu ve Tel Tel Olması

Bu durum gerçekten çok sinir bozucu…. (bu ipliklerin giderilmesi için hafif çakmak tutabilirsiniz )
Neden?
Bu sorunun nedeni nozzleden çıkan filamentin yeterince geri çekip diğer parçaya geçmesidir. Bu sorun baskıdan sonra kolayca temizlense de iz kalabiliyor.
Çözüm:
Çözüm geri çekme ayarlarında oynama yapmaktır geri çekme hızı ve geri çekme mesafesini açarak ayarları; Geri çekme mesafesi en az 7 (eğer olmazsa 7 değerini arttırabilirsiniz ama değeri düşürürseniz daha fazla iplik kalacaktır.) ve Geri çekme hızını da 50 ms yapın
5. Hata: Baskıda Damla, Girinti Çıkıntı ve Fazlalık Oluşması

Neden?
Bu durum ekstrüzyonun fazla olmasından kaynaklanır.
Çözüm:
Öncelikle bakmanız gereken şey makinenizin doğru ölçüde filament verip vermemesidir. filamentinizin herhangi bir yerine (borunun dışındaki yere) bir çizik atın sonra extruderi 10mm ya da daha farklı bir değerde hareket ettirin eğer çiziğiniz yer de hareket ettirdiğiniz uzunlukta hareket ettiyse (yani çizdiğiniz yerle hareket ettirdiğiniz mesafe aynı uzunlukta hareket ettiyse) o zaman motorların doğru çalışıp çalışmadığına bakınız.
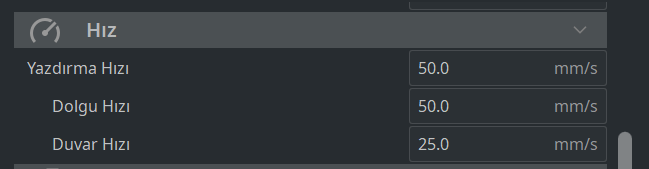
6. Hata: Üst Katmanlarda Boşalma/Yamukluk
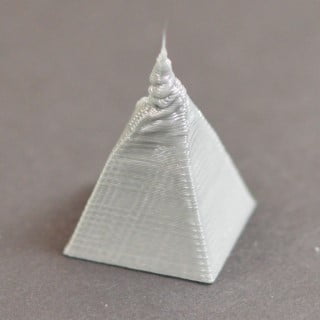
Neden?
Extruderinizden çıkan PLA, 190 ila 210 C arasında olmalıdır. Eğer daha sıcak olur ya da çok hızlı olursa şekli yapamayıp direkt akıtabilir.
Çözüm:
Sıcaklığınızı kontrol edin. 190-210 derece olması gerekmektedir. Hızını ise bir diğer önemli koşuldur default hızınız aşağı yukarı bu şekilde olması gerekmektedir.
7. Hata: Katmanlar Arasında Boşluk Olması

Neden?
Bu sorunun 2 nedeni olabilir. 1 sıcaklığınızın düşük olması, 2 kalibrasyonunuzun yukarda olması nozzlenin olması gerektiğinden azıcık daha üstte olması
Çözüm:
Sıcaklığınızın 190 ila 210 derece arasında olması gerekiyor (en uygun değerler ilk katmanı 200 diğer katmanları 190 derece ile ya da ilk katmanı 210 diğer katmanları 200 le basmaktır) bu aralıkta ise tabla kalibrasyonunuzu 1 kağıtla ayarlamanız gerekmektedir bu 2 işlemi yaptıktan sonra bu hata olmayacaktır.
8. Hata: Baskınızın Havada Desteksiz Basılan Yerlerinin Bazı Katmanlarının Birleşmemesi

Çözüm:
bu parçada makine parçayı havaya basmıştır böyle olmaması için her yere değil sadece o kısma destek basılmalıdır böylece havaya değil desteğe basılacaktır.
9. Hata: Baskının Alt Katmanlarının Yuvarlaklaşması/Büzülmesi/Katlanması

Çözüm:
A) çözüm eğer imkanınız varsa ısıtmalı tabla kullanın bu sayede kenarlar tabladan ayrılmayım kalkmayacaktır.
B) çözüm baskının iyi bir şekilde tablaya yapışmasını sağlayın bu bir mavi bant ya da pritt kullanmaktır.

C) çözüm fanınızı biraz kısın ya da kapatın bu sayede hemen soğumayacak ve baskı tabladan ayrılmayacaktır.
10. Hata: Yazıcıdan Tık Tık Sesi Gelmesi
Bu bir baskı problemi değil fakat baskı problemlerine yol açama ihtimali var.
Çözüm:
Bu durum ilk katmanlarda oluyorsa nozzle tablaya değiyordur, bu nedenle filament dışarı çıkamayıp içerde birikiyordur bu durum için kalibrasyon ayarı yapmanız gerekmektedir
Eğer ilk katman dışında baskının ortalarında çıkıyor ise filamentiniz bir yere sıkışmış ya da extruderinizde bir hata olmuş olabilir kontrol ediniz.
11. Hata: Eksik ve Atlanan Katman
Genellikle fark edilmeyen ancak bazen kötü gözüküp bütünlüğü bozan bir hatadır. Bunun yazılımdan tutun mekanik olarak birçok sebebi olabilmektedir

Çözüm:
A) Dilimleyici ayarlarında Z eksen hareket hızını azaltın.
B) Z ekseni serbestçe hareket edebiliyor mu emin olun. Filamentinizin makaradan sorunsuz çıktığından emin olun.
C) Z eksenini kontrol edin. eksen vidası (sertliği ya da gevşeyip çıkması), motoru, kasnağı vs.
D) eğer işe yaramaz ise Z ekseninin olduğu bölümü elden geçirip, yazılımınızı kontrol edin.
12. Hata: Yuvarlak Baskıların Oval Olması
Yazdırmak için bir daire ayarladığınızda ve bir oval baskı aldığınızda oldukça kafa karıştırıcı olabilir 😀

Çözüm:
A) Eksenleri, kayış gerginliğini, kasnakları ve dişlileri sıkı, temiz ve yerinde kontrol ediniz
B) Eksenlerden birinin yanlışlıkla yanlış girilmediğini görmek için dilimleyicideki farklı adımları/mm’yi kontrol ediniz.
13. Hata: Kötü Köprüleme
Köprüleme; desteksiz ve boş bir alana, aşağı sarkıtmadan, dümdüz yazdırmak demektir. Eğer makineniz bu köprülemeyi yapabiliyor ise işte o zaman harika ayarlarınız var demektir ^^

ancak, yapamıyor ise hiç dert etmeyin ve aşağıyı okuyun:
Çözüm:
A) klasik çözüm: Köprü için ekstrüzyon çarpanını artırın.
B) Biraz uğraştırıcı ama farklı hızları deneyin yavaş basmak çoğu zaman daha iyi olabilir ancak sonuçlar değişebilir, bu nedenle deneme yapmak gerekiyor.
C) Köprüleme için fan hızınızı arttırın çünkü biz filamentin hemen soğuyup sertleşmesini ve aşağıya sarkmamasını istiyoruz.
D) Dilimleyicinizin gerçekten köprüleme modunu kullandığından emin olun. Simplify3D (bir zamanlar en sevdiğim dilimleyici idi ;)) kullanıyorsanız, ana hatlar arasında köprülemenin etkinleştirildiğinden emin olun.
E) Köprünüzü oluşturan hatların yönü veya köprünün başlangıç ve bitiş bölgesini artırma gibi daha gelişmiş köprüleme seçeneklerini de deneyebilirsiniz
14. Hata: Tabladan Çıkmama Sorunu
Bu bir baskı problemi değil ancak baskı sonrası problemi.
Eğer daha yaşamadıysanız yaşamamak için tabla ayarınızın her zaman dengede olduğundan emin olun çünkü eğer nozzleniz olması gerektiğinden aşağıda ise tablanızı çizip, tablanızın içine basacaktır
ancak yaşadıysanız baskınızın birkaç saat soğumasını bekleyin ve sonra onu oradan spatula ile çıkarmaya çalışın çıkmıyorsa (gerçekten çok fazla denediyseniz) baskınızı kırmanız ve daha sonra çakmak ile ısıtıp spatulayla tekrar kazımanız gerekiyor 🙁 .

15. Hata: Tablaya Yapışmama Sorunu
Neden?
Bu sorunun 3 nedeni olabilir
1.si Filamentinizin yapısı ve özellikleri.
2.si tablanızın eskimesi ya da yıpranması.
3.sü tabla ayarınızın iyi olmaması. (bir a4 yardımı ile ayarlayabilirsiniz)
4. sü 1. ve 2. nedenden daha muhtemel nozzlenizin eskimiş ya da yanlarında pislik kalmış olma ihtimali var.
Çözüm:
- Hiçbir filamentin karşı koyamayacağı 3M mavi bantla tablanızı bantlayıp ona göre tabla ayarı yapabilirsiniz.

2. Bu bant yerine daha kolay bulunabilecek kağıt bant ya da pritt/saç spreyi kullanabilirsiniz.
3. Tabla ayarı yapıp tablanızı iyice temizlemek. (cam sil gibi temizleyici sıvılar işinize yarayabilir)
4. Nozzlenizi değiştirip bir de öyle denemek. (tablanızı yine de temizlemeyi unutmayın)
Eğer sorunlarınız bunlardan biri değil ya da yardımcı olamadıysa Lezzetli Robot Tarifleri Discord sunucumuza gelebilirsiniz. Kolay gelsin
Görsel ve içerik bakımından yararlandığımız kaynaklar:
all3dp.com
rigid.ink
simplify3d.com
26 Yorum
Bir yanıt yazın





Merhaba, benim yazıcımda modelin üst katmanlarına çıktıkça birbirinden kopma oluyor. Yukarda bu hatayı alt katmanların büzülmesi olarak ele almış fakat bende üst katmanlarda yapıyor
Arkadaşlar merhaba bende Ender 3 neo var ay modeli basıyordum ve baskı iki denememde de aynı yerde yazıcının kendini yeniden başlatması sonucu duruyor ve baskıyı alamıyorum.
Yardım ederseniz sevinirim.
Merhaba benim sorunum ışın kılıcı gibi içiçe geçen ve aralarında boşluklu olan bir baskıda boşluklar arasında bir çizgi halinde ilerleyen dikiş izi bulunmasıdır. Bundan dolayı baskı birbirine yapışıyor ve açılmıyor. Çok ayar denedim ama bir türlü çözüme ulaşamadım. Baskıyı 200 derecede pla filament kullanarak alıyorum cihazım ise 3v2 yardımcı olursanız sevinirim
Aynı sorunu ben de yaşıyorum çözebildiniz mi
Merhabalar bende Ender 3 neo var bazı modellerde makine ısınmaya bile başlamıyor bunun nedeni ne olabilir?
Print from sd den modeli seçiyorum ama başlamıyor süre geçiyor ama baskı başlamıyor.
Merhaba.creality cr6se yazicimda birden ” print file detected for accidental step” hatası verip baskıyı durduruyor,sorun nedendir acaba
Merhabalar, çok bilgilendirici bir yazı olmuş. Teşekkürler.
Artillery Sidewinder X2 yazıcımda model bitmesine yakın Z ekseni düşüyor ve modeli kırıyor. Hatta makineyi kapatmazsam aşırı zorlanıyor ve extruder kırılacak gibi oluyor. Bunun nedeni ne olabilir?
Merhaba Ender 3 s 1 yazıcımda genişliği küçük olan parçaları çok iyi basıyor ama genişlik büyüyünce z yukarı çıkmıyor hep sürte sürte basım yapıyor sorunu 1 aydır çözemedim problem ne olabilir
Sorun çözüldü mü? Aynı sorun bende de var.
z ekseni kaplini büyük ihtimalle gevşektir. motor döner ama yükseltme mili dönemez.
benimde başıma gelmişti. Tablayı çize çize yeni tabla almak zorunda kalmıştım 😀
merhabalar ilk katı hallettim ama daha sonra modeli gofret gibi tel tel ve yumuşak basıyor.çıkan baskı bildiğiniz gofret.sıkıntıyı çözemedim.
Merhaba
Bazen filamentler ip yığınına dönüşüyor resmen
sebebi ne olabilir
Merhaba, filament spagetti bir hale dönüyorsa birçok sebebi olabilir. Eğer model tabladan kalktıysa ilk önce o soruna odaklanmak lazım. Belki Z ayarı iyi yapılamamıştır. İlk katmanı biraz daha yavaş basmak bir çözüm olabilir.
merhabalar benim sorunum sizin konun ilk ana fotoğrafındaki gibi belli bir yere kadar gayet güzel giden baskı yarıdan sonra veya belli bir süreden sonra fotoğraftaki gibi dağılmaya başlıyor. ana konu fotoğrafındaki gibi. tabla ayarı mı diyeceğim ama emin olmadım. sanki biraz yükseldikten sonra z eksen ayarı kayıyor gibi.
Merhaba hocam, aynı sıkıntı bizde de var. Acaba sorunun kaynağını çözebildiniz mi?
Merhaba, bu durum genelde filamentin tabladan kalkmasından kaynaklanabiliyor. Eğer sadece bir modelde bu durum oluyorsa ona özgü düşünmek lazım. Her modelde aynı Z katmanında bu sorun oluyorsa milde bir sorun olabilir. Nozzle’un ucu pis ise ondan bile kaynaklanıyor olabilir. Eğer cihaz baskı esnasında çok fazla rüzgar esen bir yerde ise (mesela pencere ve odanın kapısının tam ortasında) bu durum bile neden olabilir.
Merhaba; çok yararlı bir paylaşım olmuş elinize sağlık (y)
Benim Ender 3 S1 yazıcımda bir çok baskı da X ekseninde yer yer filamentin tam çıkmadığını görüyorum yani şöyle ilk katmanlarda özellikle tabla üzerinde çizgi olarak çıkmazı gereken yerlerde silik silik çıktı olduğunu görüyorum Z ekseninde yükseldikçe modelde sorun oluşmuyor ama X ekseninde bunun neden olması neyden kaynaklanıyordur? İlk başlarda böyle bir problemle karşılaşmadım. Tabla üzerinde birden fazla model yerleştirdiğimde bazı modeller hatalı veya eksik çıkabiliyor
Merhaba, aynı sorun bende de var. Çözüm bulabildiğim mi
Merhaba, büyük ihtimalle e step ayarı doğru değil. Geri çekme ayarında da sorun olabilir. Sanki parçadan parçaya giderken filamenti fazla geri çekiyor diğer parçaya geldiğinde de e step az ittiriyor ve o boşluk oluşuyor.
Auto home dan kalibrasyon ayarı yaptım fakat nozzle yine havada yazıyor neden ve çözümleri
Z offset ayarı yapmanız gerekiyor. Şuan nasıl anlatirim pek emin degilim ama YouTube da birçok Türkçe icerik var bu konuda.
Merhabalar Ender3 S1 modeli yazıcımda tabla tabla ayarı yaptıktan sonra kalibrasyon baskısı almaya çalışıyorum fakat tablanın sol kısmında ilk katmanda yanyana çizgiler arasında boşluklar oluşuyor. Bunun sebebi hakkında yardımcı olabilir misiniz?
Filament yetersiz
Emeğine sağlık kardeşim çok faydalı olmuş
teşekkürler
Bu hatalardan bazıları bizim okulun yazıcısında da var bu baya işimize yarayacak bence bunun 2.partıda gelmeli 😀 (daha hata var mı bilmiyorum yoksa sadece 3d yazıcılarla ilgili bişeyler de olabilir)
ellerine sağlık efe